
PE钢丝网钢骨架及孔网钢带操作要点:
1、 焊机通电前,请确信提供的的焊机的工作电压。一般来讲,厂家提供的焊机的工作电压有200V及380V两 种,选择好工作电压之后可以开始通电焊机,焊机对数应参照厂家提供的焊机参数表。
2、 焊机时,应有施工专门负责人监测焊机的运行,这一点非常重要,在一些工地上,出现过施工员离开工作地,导致管件长时间加热而出现燃烧的情况,这一点应特别注意。
3、 焊接后的管件应确保完全冷却方可以外力移动,冷却的时间一般为6小时(视室外温度),这一点也非常重要。冷却后,埋地管应进行局部回填。但回填时管件连接处应避免回填,以方便进行液压试验。液压试验要求按设计图纸进行。如图纸并无说明,则按管件的技术标准进行。强度试验1.5倍工作压力,严密性1.15倍工作压力。
4、 试压合格后,埋地管道按照《钢丝网骨架塑料(聚乙烯)复合管管道技术规程》进行整体回填夯实,超地面安装管道再重新检查一遍支架间距是否符合规范要求,支架安装是否稳定可靠。








钢丝网骨架塑料复合管铺设的好坏直接影响其使用寿命,为提高工程质量,铺设管道时都有技术标准来规范施工行为,好的施工现场应遵守以下施工标准:
(1)复合管应用于地埋敷设,施工必须严格参照《钢丝网骨架塑料复合管管道工程技术规程》CECS181:2005标准要求。
(2)2.5mpa(含2.5mpa)以下管道系统采用普通电熔方式连接,2.5mpa以上的管道系统采用管材先热熔对接,然后再进行电熔连接,与其它材质的管道连接采用电熔法兰式连接。
(3)法兰连接:法兰连接有多种形式形成法兰。
(4)电热熔焊接连接:电热熔焊接连接方式与PE管的连接方式相似,采用电热熔管件焊接连接,连接可靠、使用方便。电热熔管件有直接、弯头、变径、等径三通、异径三通等。在焊接过程中应使用扶正器,固定接头,有利于整园、对中并能防止接头构件移动,利于保证焊接质量。

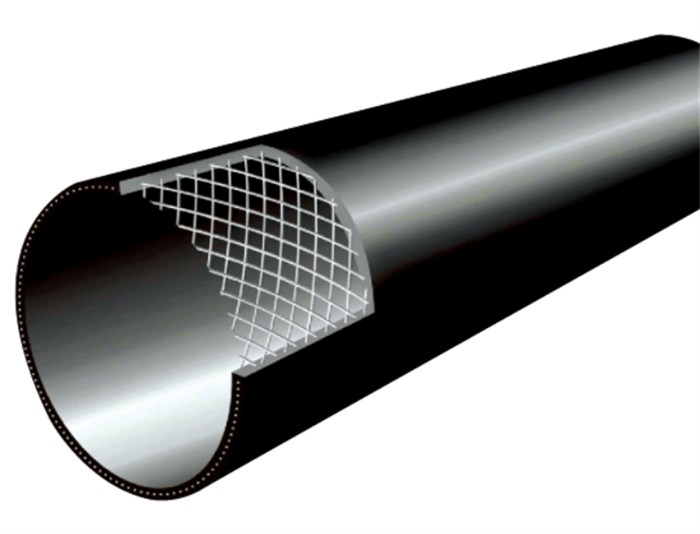
钢丝网骨架塑料复合管,以其的材质与先进的生产工艺水平,使之具有更高的耐压性能。另外,在兼顾强度的同时又具有良好的柔性,适用于长距离埋地用供水、输气管道系统。它是通过热熔胶复合连续挤出成型的新型环保管材,既保留了钢管的稳定性的优点,又保留了塑料管卫生性能以及技术可靠、使用寿命长等特点。
焊接注意事项:
使用过程中如需切割,则必须使用PE热熔胶枪对端口进行防渗密封处理。通电前应校直接头处的轴线,使其与管道在同一轴线上。通电前还应检查导线连接是否正确,导线截面积和电容量是否符合电熔焊机的有关要求。在熔接及冷却过程中,不得移动、转动接头的部位及两侧的管道。焊接前应检查管件接头的铜件是否干净,保证无污渍。焊接过程中若有冒烟喷料现象应立即关闭电源。当天装配好的管材件未焊接的,晚上必须做好防护措施,防止夜间下雨(露水)浸入管材件,特别注意施工人员在下雨天禁止施工操作。

您好,欢迎莅临腾远建材,欢迎咨询...





